
Non-Destructive Testing (NDT) are techniques used in the inspection of materials and equipment without permanently altering their physical, chemical, mechanical or dimensional properties. They are used to detect and evaluate discontinuities (defects), control quality and ensure the reliability of material or equipment.
The most common tests are direct and indirect visual tests (boroscopy), dye penetrant, magnetic particle, ultrasound, radiography, dimensional, PMI (positive material identification), hydrostatic, etc. In this post we’re focusing on visual inspection!
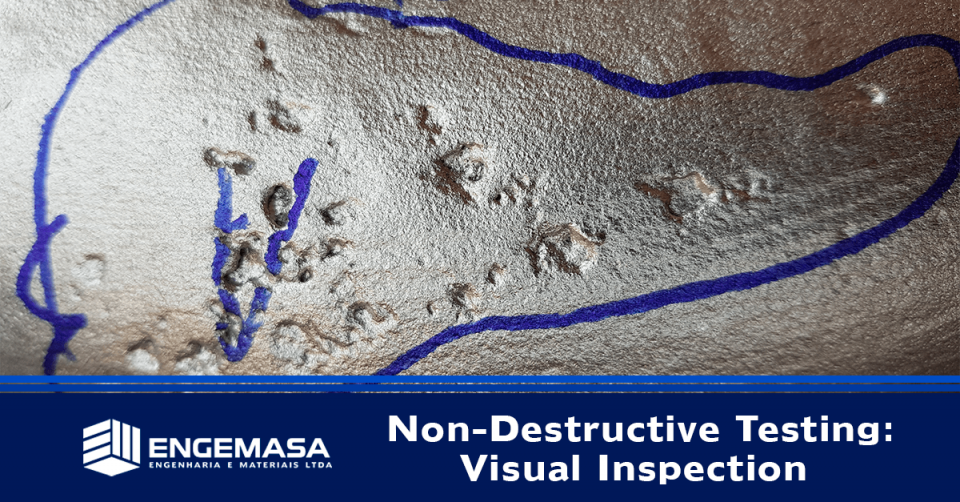
Visual inspection is the most simple and oldest non-destructive test, being just necessary a trained professional, which can use a flashlight or a camera (boroscopy), that inspects the surface of the casting for discontinuities. The discontinuities can be:
– Cracks and hot tears: Linear surface discontinuities or fractures caused by either internal or external stresses or a combination of both acting on the casting. They may occur during or subsequent to solidification.
– Shrinkage: A void left in cast metals as a result of solidification shrinkage and the progressive cooling of the metal.
– Sand Inclusions: Sand that becomes entrapped in the molten metal and shows on the surface of the casting
– Gas Porosity: Voids in cast metal caused by entrapment of gas during solidification.
– Veining: Features on the surface of castings appearing as a ridge and associated with movement or cracking sand.
– Rat Tails: Features on the surface of castings appearing as a depression resulting from buckling or faulting of the mold surfaces.
– Wrinkles, Laps, Folds and Coldshuts: Surface irregularities caused by incomplete fusing or by folding of molten metal surfaces.
– Cutting Marks: Irregularities in casting surfaces resulting from burning or mechanical means used in the cleaning of the casting.
– Scabs: Slightly raised surface blemishes that are usually sand crusted over by a thin layer of metal.
– Chaplets: Evidence of chaplets on surface of casting disclosing incomplete fusion, which likewise can apply to internal chills.
– Weld Repair Areas: Evidence of improper surface preparation after welding.
– Surface Roughness: Surface texture due to design, pattern, gating and sand conditions.
Engemasa has a complete inhouse laboratory and NDT inspectors qualified by ASNT and ABENDI to carry out destructive and non-destructive tests according to your project specifications.













